TEL:13148838688
Published in2017-08-01
1.蚀刻的定义
蚀刻就是用化学方法按一定的深度除去不需要的金属。蚀刻技术被广泛用在装饰、电路板、精密加工和电子零件加工等领域,近几年我国用蚀刻方法加工的金属画、工艺品和缕空艺术品赚取了大量的外汇,形成了一个新型产业。
2.蚀刻技术的一般过程
(1)蚀刻技术的分类A.化学蚀刻B.电解蚀刻
(2)化学蚀刻的一般工艺流程预蚀刻→蚀刻→水洗→浸酸→水洗→去抗蚀膜→水洗→干燥
(3)电解蚀刻的一般工艺流程入橹→开启电源→蚀刻→水洗→浸酸→水洗→去抗蚀膜→水洗→干燥。
3.侧蚀及侧蚀系数
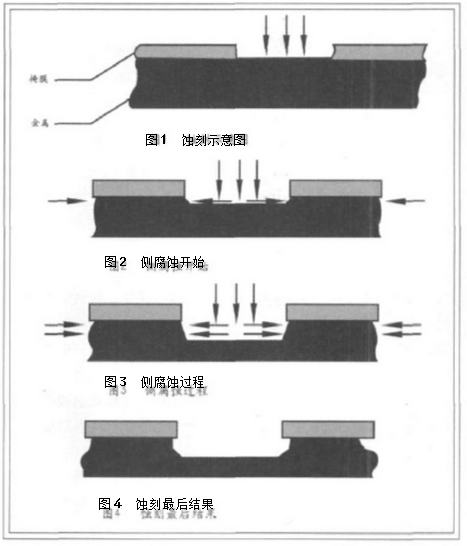
![]() (1)侧蚀的形成过程蚀刻开始时,金属板表面被图形所保护,其余金属面均和蚀刻液接触,此时蚀刻垂直向深度进行,如图1。当金属表面被蚀刻到一定深度后,裸露的两侧出现新的金属面,这时蚀刻液除向垂直方向还向两侧进行蚀刻,如图2。随着蚀刻深度的增加,两侧金属面的蚀刻的面积也在加大。开始的部分被蚀刻的时间长,向两侧蚀刻的深度也大,形成严重侧蚀,底部蚀刻时间较短,侧蚀相对轻微,如图3。图4是最后的蚀刻结果。
(1)侧蚀的形成过程蚀刻开始时,金属板表面被图形所保护,其余金属面均和蚀刻液接触,此时蚀刻垂直向深度进行,如图1。当金属表面被蚀刻到一定深度后,裸露的两侧出现新的金属面,这时蚀刻液除向垂直方向还向两侧进行蚀刻,如图2。随着蚀刻深度的增加,两侧金属面的蚀刻的面积也在加大。开始的部分被蚀刻的时间长,向两侧蚀刻的深度也大,形成严重侧蚀,底部蚀刻时间较短,侧蚀相对轻微,如图3。图4是最后的蚀刻结果。
(2)侧蚀对产品质量的影响侧蚀能使凸面的图形(泛指阳图)线条或网点变细变小,反之使凹图的线条或网点变粗变大,使图形变形或尺寸超差,严重时使产品报废,是蚀刻中的大敌。近几年,随着科技的发展,科技工作者进行了大量的实验,找出了一些解决方法。
(3)减小侧蚀的方法蚀刻过程中产生侧蚀是不可避免的,所以如何将侧蚀降至最小值成为各生产厂家的首要目标,其方法主要有以下几种:
A.选择高效率的蚀刻液,最好能使蚀刻液连续使用、再生,永远处于最佳的活跃状态。
B.制定或控制好适于自身产品的蚀刻液的温度。
C.选择理想的蚀刻方法,如喷淋式较好,其它方式较差,静止蚀刻侧蚀最大。使用喷淋蚀刻时,上喷和下喷差别较大,应选择下喷,如图5所示。这是因为,如果选择上喷,即喷头向下,蚀刻应喷至板面,蚀刻液停留时间较长,在垂直蚀刻的同时向两侧蚀刻。而下喷当蚀刻液喷向板面时即刻落下,溶液交换的速度快,永远有新溶液喷向板面,减少了侧蚀的机会,侧蚀较小。
D.严格控制蚀刻时间。方法是先做首件,选择出最佳的蚀刻时间,一旦达到理想深度即刻取出用水冲洗(若有局部蚀刻不掉,取出清洗后做局部处理)。以后的产品按此蚀刻时间。
E.适量加入高分子成膜物质作保护剂,这种物质要能溶解于水,与金属要有特定的亲和力,蚀刻时可以粘附于金属的侧壁上。
4.图形补偿的方法![]()
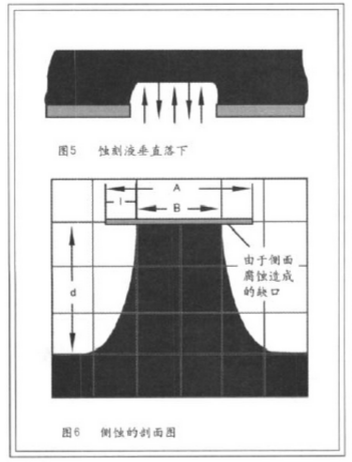
(1)先计算出有关金属的蚀刻系数(按规定的工艺条件),见图6侧蚀示意图。式中:A.原掩膜宽度B.蚀刻后的宽度I.蚀刻后造成的缺口宽度d.为蚀刻深度
(2)计算公式:蚀刻系数=d/I其中蚀刻系数越大侧蚀越小。以静蚀刻为例,其蚀刻系数为2~4,也就是说我们平时的蚀刻系数要远远超过它才行。
(3)补偿方法。在设计光绘底片前,根据新测得的蚀刻系数将蚀刻深度的数值代入式中,计算出侧蚀刻量从而对照底的数值加以修正,以补偿因侧蚀引起的线条及网点失真。

Copyright ? Shenzhen City Xin Technology Co., Ltd. Cangtai 粤ICP备17057312号